CIP-2021 : B23K 13/00 : Soldadura por calentamiento mediante una corriente de alta frecuencia.
CIP-2021 › B › B23 › B23K › B23K 13/00[m] › Soldadura por calentamiento mediante una corriente de alta frecuencia.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 9/00 hasta B23K 13/00: Soldadura o corte eléctricos
B23K 13/01 · por calentamiento por inducción.
B23K 13/02 · · Soldadura de juntas continuas.
B23K 13/04 · por calentamiento por conducción.
B23K 13/06 · caracterizada por la protección de la zona de soldadura contra la influencia de la atmósfera circundante (empleo de medios ambientales específicos B23K 35/38).
B23K 13/08 · Circuitos eléctricos de alimentación o de control a este efecto.
CIP2021: Invenciones publicadas en esta sección.
Soldadura de alta frecuencia de chapas tipo sándwich.
(31/01/2018). Solicitante/s: THYSSENKRUPP STEEL EUROPE AG. Inventor/es: WISCHMANN,STEFAN, PLHA,Jens, KLEIER,AXEL JOACHIM.
Procedimiento para soldar una primera pieza de chapa compuesta , que comprende al menos dos capas metálicas y una capa de material sintético dispuesta entre ambas capas metálicas, con una segunda pieza de chapa compuesta por un material macizo metálico u otra pieza de chapa compuesta con al menos dos capas metálicas (2') y una capa de material sintético (3') dispuesta entre las capas metálicas, caracterizado porque las piezas de chapa se sueldan mediante la utilización de una soldadura de alta frecuencia, en donde durante la soldadura de alta frecuencia se genera una corriente alterna de alta frecuencia en la pieza compuesta.
PDF original: ES-2663793_T3.pdf
Método de fabricación de una tubería de acero mediante soldadura por costura y su aparato de fabricación.
(13/04/2016). Solicitante/s: JFE STEEL CORPORATION. Inventor/es: INOUE, TOMOHIRO, SAKASHITA,SHIGETO, YUASA,DAIJIRO, YOKOYAMA,HIROYASU, KENMOCHI,KAZUHITO, IIZUKA,YUKINORI.
Un método para fabricar una tubería de acero mediante soldadura por resistencia eléctrica que incluye las etapas de conformar una tira de acero en forma de tubería abierta sustancialmente tubular y soldar ambos bordes (4a, 4b) de la tubería abierta mediante soldadura por resistencia eléctrica, comprendiendo el método la etapa de: previamente a la soldadura por resistencia eléctrica, aplicar una forma (5a, 5b) ahusada a cada uno de los bordes (4a, 4b) de la tubería abierta; medir la forma (5a, 5b) ahusada antes de la soldadura por resistencia eléctrica; medir una cantidad de óxido en la porción soldada después de la soldadura por resistencia eléctrica; y ajustar una potencia eléctrica de soldadura para la soldadura por resistencia eléctrica basándose en los resultados de medición de la medición de la forma ahusada y la medida de la cantidad de óxido.
PDF original: ES-2576581_T3.pdf
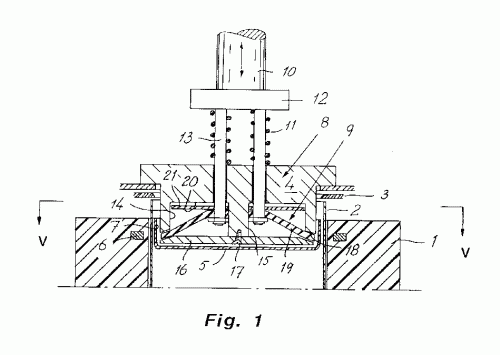
PISTON DE TIPO DILATABLE PARA PRENSA.
(16/11/1988). Ver ilustración. Solicitante/s: AKERLUND & RAUSING LICENS AKTIEBOLAG. Inventor/es: LINDEROTH, GUSTAF, DAHLIN, RUNE.
PISTON DILATABLE PARA PRENSA, QUE COMPRENDE UNA PARTE FORMADORA Y UNA PARTE DE DILATACION, AXIALMENTE MOVILES, ESTANDO ESTA ULTIMA ADAPTADA PARA PROPORCIONAR UNA DILATACION DEL PISTON CUANDO SE APROXIMAN LAS DOS PIEZAS Y COMPRENDIENDO TAMBIEN UN DISCO DILATABLE HECHO DE UN MATERIAL ELASTICO O DEFORMABLE QUE ESTA ACOPADO EN ESTADO DE REPOSO Y TENIENDO LA PARTE FORMADORA UNA PLACA INFERIOR CUYA SUPERFICIE SUPERIOR SOPORTA Y GUIA AL MENOS UNA PARTE DE LA SUPERFICIE INFERIOR DEL DISCO DILATABLE. LA SUPERFICIE PERIFERICA EXTERIOR DE LA PLACA INFERIOR TIENE LA MISMA FORMA Y AL MENOS EL MISMO TAMAÑO QUE EL BORDE PERIFERICO EXTERIOR DEL DISCO DILATABLE ACOPADO EN ESTADO DE REPOSO, CON LO QUE ESTE ES APLASTADO MAS O MENOS Y SU BORDE PERIFERICO ES ENSANCHADO FUERA DE LA PLACA INFERIOR CUANDO LA PARTE FORMADORA Y LA PARTE DE DILATACION SE ACERCAN AXIALMENTE.
PROCEDIMIENTO PARA RECONFORMAR ELEMENTO COMBUSTOR DE LOS MOTORES A TURBINAS.
(16/06/1985). Solicitante/s: UNITED TECHNOLOGIES CORPORATION.
PROCEDIMIENTO PARA RECONFORMAR EL ELEMENTO COMBUSTOR DE LOS MOTORES A TURBINA DE GAS.CONSISTE ENCALENTAR PARTE DE LA CAMISA EN ZONAS DETERMINADAS, Y MIENTRAS TANTO, DESPLAZAR RADIALMENTE EL CONJUNTO DE AROS DE SOPORTE, DEJANDO LA CAMISA MONTADA EN UNA FIJACION FORMADA POR SEGMENTOS . EL CALENTAMIENTO SE EFECTUA MEDIANTE BOBINAS POR INDUCCION , MONTADAS PERIFERICAMENTE A LA CAMISA, LAS CUALES CALIENTAN UNA PRIMERA FAJA , RELATIVAMENTE ESTRECHA EN LA INTERSECCION DE LA SECCION CILINDRICA EXTERNA Y PARTE DE LA BRIDA , Y OTRA ZONA PERIFERICA , RELATIVAMENTE ESTRCHAEN EL COSTADO OPUESTO DE AROS DE FIJACION.
PROCEDIMIENTO DE SOLDADURA DE METALES.
(01/02/1980). Solicitante/s: SEVIMETAL.
Mejoras introducidas en el objeto de la patente principal nº 470.112 , concedida el 5 enero de 1.979 por "procedimiento de soldadura de metales" , en particular soldadura con flujo de fondos compuestos de utensilios culinarios, presentándose la soldadura bajo la forma de una banda delgada, caracterizadas porque la banda delgada de soldadura es deformada sobre al menos una de sus caras, de modo a poner de manifiesto pequeñas cavidades destinadas a recibir el flujo.
SISTEMA DE SOLDADURA DE METALES UTILIZANDO ENERGIA QUIMICA COMO FUENTE DE CALOR PARA FUSION DE LOS METALES.
(01/08/1977) SOLDADURA DE METALES UTILIZANDO ENERGIA QUIMICA COMO FUENTE DE CALOR PARA FUSION DE LOS METALES. CONSTA DE UNOS MOLDES DE GRAFITO QUE PUEDEN TRANSPORTARSE FACILMENTE Y QUE DEBEN SOPORTAR ALTAS TEMPERATURAS, ESTAN FORMADOS POR CAJA Y TAPA UNIDAS POR UNA BISAGRA ROBUSTA, LA CAJA CONSTA DE CUATRO PARTES DIMENSIONADAS EN LA PROPORCION ADECUADA PARA DAR LUGAR A UNA SOLDADURA SIN PRECALENTAMIENTO INTERNO EN CABLES DE SECCIONES PEQUEÑAS ELIMINANDOSE LOS MAZAROTES Y BEBEDEROS, LA CAJA QUE ESTARA SECCIONADA EN SENTIDO LONGITUDINAL O TRANSVERSAL CONSTA DE UN DEPOSITO DE LA MEZCLA, UNA TOBERA, UNA CAMARA DE SOLDADURA Y UN CANAL DE ALOJAMIENTO, EN UNA DE LAS DOS PARTES SECCIONADAS SE COLOCAN DOS PIEZAS FIJAS Y EN LA OPUESTA HAY DOS AGUJEROS CIEGOS, INTRODUCIENDO EN…
CAPSULA DE TAPONADO DE DOS PIEZAS UNIDAS POR ULTRASONIDOS.
(16/01/1976). Solicitante/s: LE BOUCHAGE MECANIQUE.
Resumen no disponible.
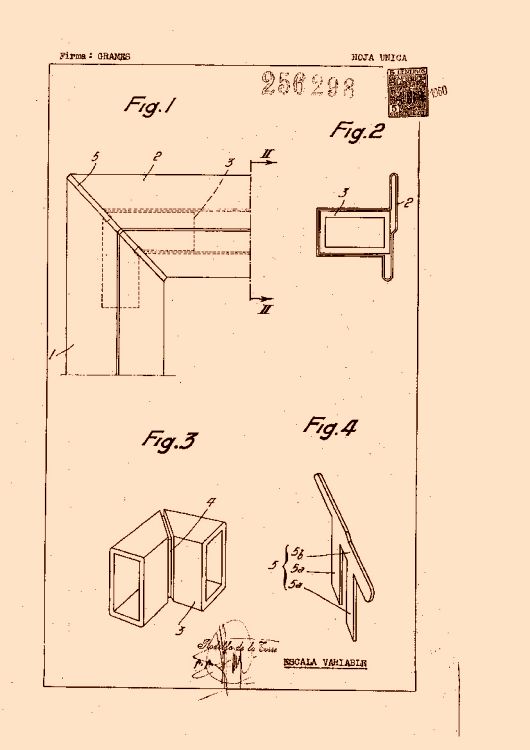
PROCEDIMIENTO DE ENSAMBLADURA DE PERFILADOS POR SOLDADURA DE ALTA FRECUENCIA.
(16/06/1960). Ver ilustración. Solicitante/s: GRAMES.
Procedimiento de ensambladura de perfilados por soldadura de alta frecuencia en que los perfilados huecos son unidos mediante una cartela metálica colocada en los extremos contiguos de dos perfiles, caracterizado porque se agrega a la cartela, formando cuerpo con ella, un elemento que sobresale del contorno de dicha cartela y viene a insertarse, para ser adaptado entre los extremos de los perfiles contiguos, con el fin de suprimir el efecto de la pantalla de dichos perfiles, calentándose mediante corriente de inducción de alta frecuencia junto con los extremos de los perfiles los elementos en cuestión que como conductores del calor llevan entonces la cartela a la temperatura de soldadura al mismo tiempo con los perfilados en consideración.
{kind=link}
{kind=link}