CIP-2021 : B23K 9/00 : Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00;
transformadores de soldadura H01F; generadores de soldadura H02K).
CIP-2021 › B › B23 › B23K › B23K 9/00[m] › Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 9/00 hasta B23K 13/00: Soldadura o corte eléctricos
B23K 9/007 · Soldadura por arco por puntos.
B23K 9/013 · Corte, entalladura, eliminación de defectos superficiales o despulido por arco.
B23K 9/02 · Soldadura de juntas continuas; Soportes; Piezas insertadas.
B23K 9/022 · · Soldadura mediante la utilización de vibraciones del electrodo.
B23K 9/025 · · para juntas rectilíneas.
B23K 9/028 · · para juntas curvilíneas situadas en un plano.
B23K 9/032 · · para juntas tridimensionales.
B23K 9/035 · · con soportes dispuestos por debajo de la junta.
B23K 9/038 · · que utiliza medios de moldeo (no limitados a la soldadura por arco B23K 37/06).
B23K 9/04 · Soldadura para fines distintos al ensamblado de piezas, p. ej. soldadura de recarga.
B23K 9/06 · Disposiciones o circuitos para el arranque del arco, p. ej. para generar el voltaje de ignición, o para estabilizar el arco.
B23K 9/067 · · Arranque del arco.
B23K 9/073 · · Estabilización del arco.
B23K 9/08 · Dispositivos o circuitos para el control magnético del arco.
B23K 9/09 · Dispositivos o circuitos para la soldadura por arco a corriente o tensión pulsadas.
B23K 9/095 · Vigilancia o control automático de los parámetros de soldadura.
B23K 9/10 · Otros circuitos eléctricos para la soldadura o el corte por arco; Circuitos de protección; Control a distancia.
B23K 9/12 · Alimentación automática de electrodos o de piezas o desplazamiento automático de electrodos o de piezas para la soldadura o para el corte por arco en líneas continuas o por puntos.
B23K 9/127 · · Medios para seguir líneas durante la soldadura o el corte por arco (copiado en general B23Q 35/00).
B23K 9/133 · · Medios para la alimentación de electrodos, p. ej. tambores, rodillos, motores.
B23K 9/14 · utilizando electrodos aislados.
B23K 9/16 · utilizando gases de protección.
B23K 9/167 · · y un electrodo no consumible.
B23K 9/173 · · y un electrodo consumible.
B23K 9/18 · Soldadura por arco sumergido.
B23K 9/20 · Soldadura por puntos de contacto.
B23K 9/22 · Soldadura por percusión.
B23K 9/23 · teniendo en cuenta las propiedades de los materiales a soldar.
B23K 9/235 · Tratamiento previo.
B23K 9/24 · Características relativas a los electrodos (formas y composiciones de los electrodos B23K 35/00).
B23K 9/26 · · Accesorios para electrodos, p. ej. contactos relacionados para comenzar la operación.
B23K 9/28 · · Dispositivos para soportar los electrodos (no limitados a la soldadura o al corte por arco B23K 37/02).
B23K 9/29 · · · Dispositivos de soporte adaptados para servir de medios de protección.
B23K 9/30 · · · Portaelectrodos vibrantes (B23K 9/022 tiene prioridad).
B23K 9/32 · Accesorios (conexiones a tierra H01R).
CIP2021: Invenciones publicadas en esta sección.
Sistema de captura de chispas para el uso con un soplete de corte.
(03/06/2020) Un método que comprende:
suministrar un segmento de hormigón , y el segmento de hormigón tiene un extremo;
extender un filamento desde el segmento de hormigón ;
proporcionar un soplete de corte con un mango , una cabeza y una punta de corte ;
y que se caracteriza por los siguientes pasos:
provisión de un sistema de absorción de chispas , el sistema de absorción de chispas comprende:
una tapa adaptada para acoplarse al soplete de corte y con al menos una abertura de chispas a su través;
una unidad de captura de chispas , dicha unidad de captura de chispas sujeta a o formando parte integrante de la tapa y posicionada para capturar las chispas que pasan…
Importar y analizar datos externos usando un sistema de soldadura de realidad virtual.
(12/02/2020) Método que comprende:
importar desde una máquina de soldadura en el mundo real al interior de un sistema de soldadura de realidad virtual a través de un dispositivo de comunicación un primer conjunto de datos de parámetros de calidad de soldadura, que son representativos de una calidad de una soldadura generada por un estudiante de soldadura durante una actividad de soldadura en el mundo real correspondiente a un procedimiento de soldadura definido;
comparar un segundo conjunto de datos de parámetros de calidad de soldadura almacenados en el simulador de realidad virtual, que son representativos de una calidad de una soldadura virtual generada por dicho estudiante de soldadura durante una actividad de soldadura simulada correspondiente a dicho procedimiento…
CAJA DE ABSORCIÓN DE IMPACTOS Y MÉTODO PARA FABRICAR LA MISMA.
(04/07/2018) Una caja de absorción de impactos que comprende un cuerpo tubular metálico de longitud más larga y una placa de colocación ,
teniendo el cuerpo tubular una forma en sección transversal básica que es un polígono rodeado por una pluralidad de rebordes , que se extienden en una primera dirección, y una pluralidad de porciones de pared lateral , incluyendo el cuerpo tubular una o más porciones de surco en las porciones de pared lateral sobre los lados largos que se encuentran sustancialmente en paralelo a una dirección del eje principal de la sección transversal, extendiéndose las porciones de surco en la primera dirección, e incluyendo el cuerpo tubular una porción curvada y refuerzos externos en una porción de extremo del cuerpo tubular en la primera dirección,
en donde los refuerzos externos están moldeados de manera…
Sistema de recuperación de líquido refrigerante y separación de residuos.
(31/05/2017) Una máquina de corte que comprende:
- una mesa que está configurada para soportar una placa y permitir que un líquido refrigerante caiga a través de ella;
- un pórtico situado por encima de dicha mesa y configurado para desplazarse a lo largo de una longitud de dicha mesa en un eje X;
- un tablero que está montado de forma móvil en el pórtico para desplazarse en un eje Y que está situado en ángulo recto con respecto al eje X;
- un cabezal de mecanizado y un cabezal de corte térmico ambos montados en dicho tablero ;
y caracterizado por que
- el cabezal de mecanizado tiene…
Tubo de acero soldado con disco de pestaña.
(23/11/2016) Un tubo de acero soldado con disco de pestaña , en el que un disco de pestaña está soldado en un extremo del tubo de acero en una dirección del eje del tubo, comprendiendo el tubo de acero soldado con disco de pestaña :
el disco de pestaña que incluye una porción de pestaña (1a) que tiene una forma de anillo plano y una porción de conexión (1b) que está posicionada en un lado circunferencial exterior de la porción de pestaña (1a) y tiene una porción anular (1b), en la que al menos una porción de la misma se proyecta desde un lado de la superficie (1d) de la porción de pestaña (1a);
el tubo de acero…
Método de soldeo eléctrico por un electrogas, con varios electrodos, para chapas de acero gruesas y método de soldeo eléctrico circunferencial por un electrogas, con varios electrodos, para tuberías de acero.
(09/11/2016) Un método de soldeo eléctrico por un electrogas, con varios electrodos, que comprende:
disponer extremos de chapas de acero gruesas que se han de soldar, que tienen un espesor de 80 a 300 mm, frente a frente entre sí para formar una acanaladura entre los extremos de las chapas de acero,
estando la abertura de una raíz de soldadura (RO) de la acanaladura en el intervalo de 0 a 16 mm, y
en el que, cuando la abertura de la raíz de soldadura (RO) está en el intervalo de 0 ≤ RO < 1 mm, la cara de la raíz de soldadura (RF) satisface la relación representada por la fórmula 1; cuando la abertura de la raíz de soldadura (RO) está en el intervalo de 1 ≤ RO < 10 mm, la cara de la raíz de soldadura (RF) satisface la relación representada por la fórmula 2; y cuando la abertura de la raíz…
Método para la formación de junta de soldadura por arco en ángulo y junta de soldadura por arco en ángulo.
(03/08/2016) Un método para formar una junta soldada por arco en ángulo soldando por arco en ángulo al menos una región parcial de porciones de esquina, que son regiones de borde de una porción contigua a por lo menos una de una porción de superficie de lámina y una porción de espesor de lámina de un miembro metálico y una porción de superficie de lámina del otro miembro metálico y tienen al menos una porción girada en al menos una porción de las mismas, en donde el método comprende:
formar un cordón en ángulo con respecto a una región que contiene la porción girada de la porción de esquina por la soldadura por arco en…
Revestimiento de carga frontal multipieza.
(15/07/2015) Revestimiento de soplete para soldar multipieza para su inserción en un soplete para soldar que comprende: un elemento de retención de revestimiento adaptado para ser dispuesto de manera desmontable en un extremo distal dentro del soplete para soldar; y
un inserto de revestimiento que define un lumen a través del mismo adaptado para recibir un alambre del soplete para soldar y configurado para estar dispuesto dentro del soplete para soldar, una parte extrema distal del inserto de revestimiento y el elemento de retención de revestimiento estando caracterizados por que comprenden elementos de conexión para acoplar de forma separable el inserto de revestimiento en el elemento de…
Dispositivo de corte eléctrico, en particular para corriente continua, equipado con un módulo magnético para el soplado del arco eléctrico.
(17/07/2014) 1. Dispositivo de corte eléctrico , en particular para corriente continua, equipado con un módulo magnético para el soplado del arco eléctrico, comprendiendo dicho dispositivo de corte por lo menos una carcasa que delimita por lo menos un polo de corte que comprende por lo menos un primer contacto fijo que coopera con por lo menos un primer contacto móvil , definiendo estos contactos fijos y móviles unos contactos deslizantes, estando dicho primer contacto móvil estructurado para desplazarse por un plano dicho plano de corte (P) y para definir con dicho primer contacto fijo una primera zona de corte (Z1), en la que se extiende un primer arco eléctrico (E1) cuando se abre el circuito eléctrico, comprendiendo dicho módulo magnético por lo menos un primer imán permanente colocado en el entorno cercano frente a dicha primera zona de corte (Z1)…
Procedimiento y dispositivo para crear un recargue sobre una pieza.
(18/12/2013) Procedimiento para crear un recargue sobre una pieza en el que una matriz metálica del recargue, que arranca deun alambre principal conductor de corriente utilizado como electrodo se aplica por medio de un arco de soldadura enun caldo de soldadura sobre la pieza conductora de corriente utilizada como polo con el electrodo de polaridadcontraria, aportando al arco de soldadura un alambre de adición, fundiendo el arco de soldadura el alambre deadición y la pieza uniéndose esta al solidificar con unión cinemática de material superficialmente con el recargue,caracterizado porque el alambre de adición está unido de manera eléctricamente conductora…
Instalación y procedimiento de fabricación de un farol de alumbrado público metálico soldado.
(13/11/2013) Procedimiento de fabricación de un farol de alumbrado público metálico (5') a partir de una pieza en bruto metálica doblada que tiene generalmente una forma cónica y que presenta una sección circular o poligonal de 8,12 o 16lados y dos bordes longitudinales aproximados uno de otro de manera a formar un plano de junta a soldar,comprendiendo dicho procedimiento una etapa de soldadura de dicho plano de junta para formar un cordón desoldadura longitudinal, caracterizado porque comprende, después de la etapa de soldadura, una etapa deesmerilado de dicho cordón de soldadura longitudinal, estando la pieza en bruto metálica y/o el farol (5')montados móviles en translación, estando la soldadura del plano de junta y/o el esmerilado del cordón desoldadura longitudinal…
Un método para revestir o reparar con soldadura un tocho, un carril u otra parte de acero de un ferrocarril.
(27/11/2012) Un método de revestir o reparar con soldadura un tocho, carril, cabeza de carril, cambio de agujas, lasagujas del cambio, o cruce de vías de acero, en el que el acero es de una clase de acero al carbono media o alta, enel que el tocho, carril, cabeza de carril, cambio de agujas, las agujas del cambio, o cruce de vías, se precalientaantes de reparar mediante revestimiento con soldadura, para permitir que la transformación a martensita tenga lugardentro de la región de la zona afectada térmicamente (ZAT) de la soldadura durante el enfriamiento de la soldadura,pero evitando que la transformación transcurra hasta su conclusión, reteniendo una proporción…
Procedimiento de soldadura de reparación subacuática.
(05/07/2012) Procedimiento de soldadura de reparación subacuática para soldar una placa de protección a una estructurametálica para cubrir una superficie de la estructura que comprende una parte que debe repararse bajo el agua,caracterizado porque
la parte que se va a reparar se cierra herméticamente mediante la placa de protección soldando la periferia de laplaca de protección bajo el agua, mientras se suministra gas inerte a una parte de soldadura coaxialmente conel haz de láser para una soldadura por láser, en el que
la placa de protección está provista de una abertura para liberar el vapor generado durante la soldadura a partir delagua que permanece entre la placa de protección y la estructura, y
la abertura se cierra después de soldar la periferia externa de la placa de protección…
CONVERTIDOR DE POTENCIA PARA EQUIPOS DE SOLDADURA POR ARCO ELÉCTRICO.
(29/05/2012) 1. Convertidor de potencia para equipos de soldadura por arco eléctrico, que comprende una etapa conversora de potencia constituida por una etapa de entrada conectada al primario de un transformador aislador, y una etapa de salida que dispone de un circuito de rectificación conectado al secundario del transformador , caracterizado porque la etapa de entrada comprende dos ramas de tres niveles, presentando cada rama un punto neutral de limitación de tensión, y estando dichas ramas conectadas mediante el transformador aislador a través de los puntos centrales (T1, T2) de dichas ramas .
2. Convertidor de potencia para equipos de soldadura por arco eléctrico, de acuerdo con la reivindicación 1, caracterizado porque la etapa de entrada comprende:
- una fuente de alimentación DC …
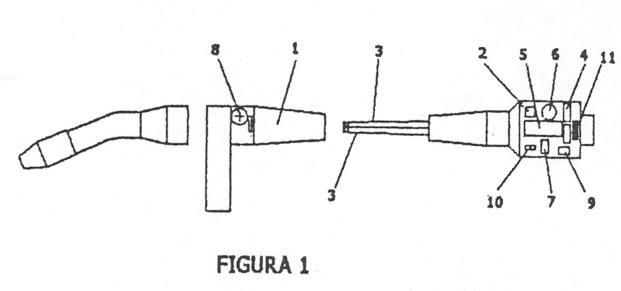
PISTOLA PARA SOLDADURA CON DOBLE CONDUCTOR.
(16/11/2007). Ver ilustración. Solicitante/s: HISPAMIG, S.L. Inventor/es: MORENO GOZALBO,JOSE CARLOS.
Pistola para soldadura con doble conductor, compuesta de un cuerpo de antorcha y de una báscula electrónica que mide la intensidad con unos sensores dispuestos en cada conductor y con medios para generar una alarma cuando se produzca un desequilibrio entre las intensidades que circulan por sendos conductores, para lo que utiliza un microcontrolador que se encuentre conectado a sensores de intensidad , de temperatura de los conductores y con salidas para indicativos de avería o anomalía; el programa del microcontrolador calcula la diferencia entre las magnitudes de las dos señales de intensidad, y determina cual de las dos magnitudes es la mayor, y según parámetros predeterminados, emite la correspondiente señal de alarma.
PROCEDIMIENTO Y APARATO PARA UNIR COMPONENTES CON MATERIALES DE RELLENO MULTIPLES.
(01/11/2006) UN CONJUNTO DE BOQUILLAS DE GUIA DE MULTIPLES MATERIALES DE RELLENO (12A) PARA LA ALIMENTACION DE HILOS METALICOS DE RELLENO FUSIBLES (10A, 10B) O DE OTRAS FORMAS METALICAS EN JUNTAS METALICAS DE ANCHO REDUCIDO Y ALTA PROPORCION DIMENSIONAL (RELACION DE PROFUNDIDAD A ANCHURA) CON UN CONTROL Y ESTABILIDAD DE LA POSICION DEL METAL DE RELLENO CONFORME ENTRE EN UNA ZONA DE BAÑO FUNDIDO. LOS MULTIPLES MATERIALES DE RELLENO SE ALIMENTAN DE FORMA CONCURRENTE A VELOCIDADES DE ALIMENTACION IGUALES O DIFERENTES. PARA CONTROLAR LA CONSISTENCIA DESEADA PARA CADA UNO DE LOS MULTIPLES MATERIALES DE RELLENO INCLUSO CON CANTIDADES SUSTANCIALES DE COLADA EN LA FORMA DE RELLENO (TRAS HABER SIDO DESENROLLADA DE…
APARATO SOLDADOR Y PROCEDIMIENTO DEL MISMO PARA COMPRESOR HERMETICO.
(16/06/2006) Un aparato soldador para soldar una cubierta y una tapa superior de un compresor hermético, que comprende: al menos tres sopletes de soldar situados en la circunferencia de la cubierta a intervalos regulares; una unidad de accionamiento que hace girar la cubierta o los sopletes de soldar ; y medios de control que controlan una corriente y un voltaje aplicados a los sopletes de soldar según las condiciones de soldadura y que controlan la unidad de accionamiento , caracterizado porque los medios de control incluyen: una unidad de suministro de potencia que aplica la potencia a cada soplete de soldar ; una unidad de detección de corriente y voltaje que detecta una corriente y un voltaje aplicados a cada soplete de soldar ; una unidad de establecimiento de las condiciones de la soldadura que establece una condición de soldadura incluyendo…
PROCEDIMIENTO PARA CONTROLAR UN APARATO DE SOLDADURA Y DISPOSITIVO DE CONTROL PARA EL MISMO.
(16/03/2006) Procedimiento para controlar un aparato de soldadura o una fuente de corriente , en el que un usuario puede ajustar mediante un dispositivo de entrada y/o salida distintos parámetros de soldadura como, por ejemplo, una corriente de soldadura, un diámetro del alambre para soldar, un procedimiento de soldadura, una superficie o una sección transversal de una costura de garganta, realizándose antes, durante y/o después del inicio del proceso de soldadura al menos el ajuste de la superficie o de la sección transversal de la costura de garganta mediante la entrada de un dimensionado de la costura de garganta en forma de una medida del grosor de la costura a (medida a ), o una medida de la anchura de la costura b (medida…
SOPLETE DE ARCO DE PLASMA, CATODO Y ELECTRODO PARA SOPLETE DE ARCO DE PLASMA.
(16/09/2005) Un soplete de plasma que comprende: un cátodo y un electrodo que tienen extremos de conexión que están configurados para una conexión telescópica coaxial entre sí sobre un eje longitudinal central (X) del soplete; y retenes intercambiables sobre los extremos de conexión del cátodo y del electrodo ; caracterizado porque al menos uno de los extremos conectados está diseñado de tal forma que el retén correspondiente de los extremos de conexión es móvil en una dirección generalmente radial con relación al eje longitudinal central (X) del soplete entre un estado no desviado y un estado desviado, dicho al menos un retén es móvil elásticamente desde dicho estado no desviado hasta dicho estado desviado, cuando dicho cátodo y dicho…
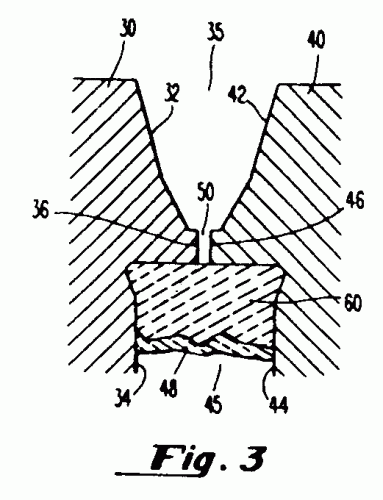
METODO PARA SOLDAR CARRILES PARA VEHICULOS SOBRE CARRILES.
(16/04/2005) Un método para la soldadura de carriles para vehículos sobre carriles en el área de las partes de cabeza de carril (60, 60a) que están conformadas en los carriles por encima de las almas verticales (50, 50a) y las partes de zócalo subyacentes (40, 40a), en el que los carriles están instalados a distancia uno de otro formando un entrehierro (g) entre sus lados frontales y en el que después del relleno del entrehierro (g) en las áreas de zócalo y de alma mediante un electrodo de soldadura aplicado por ablandamiento por fusión con el método de soldadura en atmósfera protectora, se cierra el entrehierro en el área de cabeza moviendo continuamente el electrodo subsiguientemente en direcciones opuestas transversalmente a la dirección longitudinal de los carriles en el…
PROCEDIMIENTO PARA LA FABRICACION DE UN ARMAZON TUBULAR PARA MUEBLES.
(16/08/2004). Solicitante/s: SEDUS STOLL AG. Inventor/es: KLASENER, MICHAEL, HERGESELL, HARALD.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA FABRICACION DE UN BASTIDOR TUBULAR PARA MUEBLES CERRADO COMPUESTO POR LO MENOS DE UN TUBO SOLDABLE, EN PARTICULAR PARA MUEBLES DE ASIENTO, DONDE EL TUBO O LOS TUBOS SE CONFORMAN EN UNA PRIMERA OPERACION DE TAL MANERA QUE SE OBTENGA LA FORMA DEFINITIVA DESEADA DEL BASTIDOR TUBULAR , EN UNA SEGUNDA OPERACION SE SUELDAN ENTRE SI LOS DOS EXTREMOS CONTIGUOS ABIERTOS DEL TUBO O DE LOS TUBOS , Y EN UNA TERCERA OPERACION SE EFECTUA EL TRATAMIENTO SUPERFICIAL DEL BASTIDOR TUBULAR QUE AHORA ESTA CERRADO. LA INVENCION ESTA CARACTERIZADA PORQUE PARA SOLTAR LOS EXTREMOS DEL TUBO SE UTILIZA UN PROCESO DE SOLDADURA ORBITAL AUTOMATICA DE MAXIMA PRECISION, DONDE UN ELECTRODO DE RECORRIDO CONTROLADO RECORRE UNA PISTA DE 360 . LA CALIDAD DEL CORDON DE SOLDADURA ES TAN BUENA QUE SE OBTIENE DIRECTAMENTE UN BASTIDOR TUBULAR ADECUADO PARA APLICAR UN RECUBRIMIENTO, CON LO CUAL SE REDUCEN EL TIEMPO Y LOS COSTES DE FABRICACION.
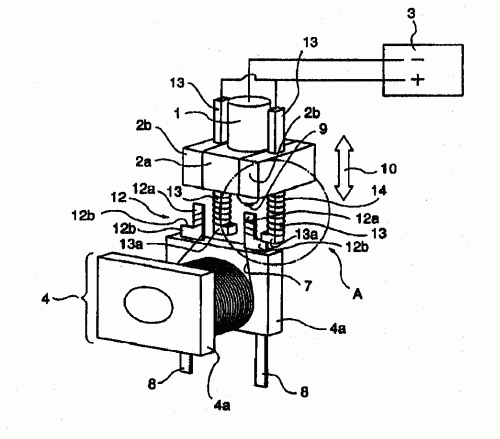
(16/07/2004). Ver ilustración. Solicitante/s: OMRON CORPORATION. Inventor/es: FUJIWARA, TOSHIMITSU.
PIEZA EN FORMA DE ALMOHADILLA (12B) FORMADA DE FORMA UNITARIA SOBRE UN TERMINAL ENVOLVENTE PARA SER PUESTO EN CONTACTO POR UNA SONDA DE ELECTRODO Y SITUADO PARA ESTAR OPUESTO A UN SOPLETE DE SOLDAR , LA SONDA DEL ELECTRODO ES SUJETADA POR EL SOPLETE DE SOLDAR PARA APROXIMARSE AL TERMINAL ENVOLVENTE , CON LO CUAL LA SONDA DE ELECTRODO SUJETA POR EL SOPLETE DE SOLDAR ES PUESTA AUTOMATICAMENTE EN CONTACTO CON LA PIEZA EN FORMA DE ALMOHADILLA (12B) DEL TERMINAL ENVOLVENTE A MEDIDA QUE EL SOPLETE DE SOLDAR SE APROXIMA AL TERMINAL ENVOLVENTE PARA CONCRETAR LA FIJACION DE POTENCIAL.
DISPOSITIVO PARA LA SUPERVISION DE PUNTOS DE SOLDADURA.
(16/06/2004). Ver ilustración. Solicitante/s: HILLENBRAND, SIEGFRIED. Inventor/es: HILLENBRAND, SIEGFRIED, ADAMITZKI, WOLFGANG.
Dispositivo de soldadura con un dispositivo de supervisión para la supervisión de costuras de soldadura, caracterizado porque está previsto un sensor de radar con un emisor y un receptor para la emisión y recepción, respectivamente, de radiación electromagnética en el radar y/o en la región de microondas.
PROCEDIMIENTO PARA COMPROBAR LA CALIDAD DE SITIOS SOLDADOS.
(01/05/2004). Solicitante/s: BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT. Inventor/es: SCHAMBERGER, DIETER.
Procedimiento para comprobar la calidad de puntos de soldadura. El punto de soldadura se investiga respecto de sus características ópticas a lo largo de dos líneas perpendiculares entre sí que al menos aproximadamente discurren por el centro del punto de soldadura. Las características ópticas se relacionan con las dimensiones del punto de soldadura, y se obtiene una decisión sobre la calidad por comparación de dichas características ópticas y dimensiones con los correspondientes valores de referencia.
PROCEDIMIENTO PARA LA FABRICACION DE VENTANAS, PUERTAS Y CERRAMIENTOS DE ALUMINIO ELECTROSOLADOS.
(01/08/2002). Solicitante/s: BLAS SORIA,JOSE ANTONIO. Inventor/es: BLAS SORIA,JOSE ANTONIO.
Procedimiento para la fabricación de ventanas, puertas y cerramientos de aluminio electrosoldados, por el que, una vez cortados los perfiles de aluminio según las dimensiones requeridas, se realizan las uniones entre éstos por mediación de electrosoldadura, mecanizándose éstas a continuación y lacándose posteriormente todo el cerramiento.
METODO PARA SOLDAR HUELGOS ESTRUCTURALES.
(16/11/1997). Ver ilustración. Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION. Inventor/es: BARBER, RALPH RICKIE.
UN METODO PARA SOLDAR HUELGOS ESTRUCTURALES EN UNA ESTRUCTURA QUE CONTIENE UN HUELGO QUE ESTA DESCUBIERTO EN AMBOS LADOS DEL HUELGO. EL METODO ES ADECUADO IDEALMENTE PARA SOLDAR EL HUELGO QUE EXISTE ENTRE EL CILINDRO INTERIOR Y LA CAMARA DE TOBERA DE UNA TURBINA DE VAPOR DURANTE LA FABRICACION Y REPARACION. EL METODO ES REALIZADO APLICANDO UN MATERIAL REFRACTARIO EN UN LADO DEL HUELGO, PREFERIBLEMENTE CON AYUDA DE LA GRAVEDAD MIENTRAS LA ESTRUCTURA ESTA INVERTIDA. CUANDO EL MATERIAL REFRACTARIO ESTA EN SU LUGAR, EL HUELGO ES SOLDADO. AL COMPLETAR EL PROCEDIMIENTO DE SOLDEO, EL MATERIAL REFRACTARIO ES QUITADO PREFERIBLEMENTE. DE ACUERDO CON LA PRESENTE INVENCION, UNA SOLDADURA UNIFORME SUSTANCIALMENTE PUEDE EFECTUARSE SOBRE UN HUELGO QUE ESTA DESCUBIERTO EN AMBOS LADOS SIN NECESIDAD DE UNA SOLDADURA DE RAIZ INICIAL DE PRECISION CONTROLADA.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE CIERRES EN ZUNCHADO CON FLEJES CON CAMBIO DE MANO EN PIEZAS DE EMPAQUETADO.
(16/06/1997). Solicitante/s: FRIED. KRUPP AG HOESCH-KRUPP. Inventor/es: BARTZICK, GERD, BUHNE, GERD.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA LA FABRICACION DE CIERRES CON ZUNCHADO CON FLEJES Y CAMBIO DE MANO EN PIEZAS DE EMPAQUETADO. LOS EXTREMOS A SER SOLAPADOS DE LOS FLEJES DE ZUNCHADO ESTAN UNIDOS UNO CON OTRO MEDIANTE SOLDADURA, Y LOS EXTREMOS SOLAPADOS DE ESTOS FLEJES DE ZUNCHADO PERMANECEN UNO SOBRE OTRO DE FORMA PLANA, SIENDO SOLDADOS MEDIANTE ARCO ELECTRICO SIN CONTACTO CON LA APORTACION PARCIAL DE GAS INERTE EN SU SECCION TRANSVERSAL BAJO LA SALIDA DE LOS FLEJES LOCALIZADOS EN EL BORDE DE LAS CARAS LONGITUDINALES Y BAJO LA SALIDA DE UNA CINTA QUE CONTIENE LA CARA FRONTAL UNIDA CONJUNTAMENTE CON LA OTRA, CON LO CUAL LOS EXTREMOS SOLAPADOS SIRVEN COMO CONTRAELECTRODO.
PROCEDIMIENTO Y DISPOSITIVO DE SOLDADURA ELECTRICA BAJO AGUA.
(16/06/1993). Solicitante/s: ELECTRICITE DE FRANCE SERVICE NATIONAL COMPAGNIE MARITIME D'EXPERTISES. Inventor/es: DURAND, BERNARD, BLANCHARD, PHILIPPE, REY, HENRI.
SE TRATA DE UN PROCEDIMIENTO DE SOLDADURA ELECTRICA BAJO AGUA EN EL QUE SE SUPERPONE PERMANENTEMENTE A LA TENSION DE CREACION Y DE MANTENIMIENTO DE UN ARCO DE SOLDADURA ENTRE UNA PIEZA A SOLDAR Y UN ELECTRODO , UNA TENSION DE ALTA FRECUENCIA PARA CREAR UN ARCO PILOTO DE CEBADO Y ESTABILIZAR DICHO ARCO DE SOLDADURA.
PROCEDIMIENTO PARA FABRICACION DE UN RECIPIENTE METALICO DE PAREDES FINAS CON MANGO SOLDADO Y DISPOSITIVO DE SOLDAR PARA LLEVAR A CABO EL PROCEDIMIENTO.
(16/05/1993) EL INVENTO CONSISTE EN UN PROCEDIMIENTO PARA FABRICACION DE UN RECIPIENTE METALICO CON UN REVESTIMIENTO INTERIOR Y UN MANGO Y UN DISPOSITIVO DE SOLDAR PARA SOLDADURAS DE RESISTENCIA CON DOS ELECTRODOS, ESPECIALMENTE PARA UTILIZACION EN EL PROCEDIMIENTO SEGUN EL INVENTO. EN LA FABRICACION DE RECIPIENTES METALICOS DE PAREDES FINAS RECUBIERTOS INTERIORMENTE NO ES POSIBLE SIN DAÑAR EL REVESTIMIENTO EL SOLDAR MANGOS O ELEMENTOS PORTATILES ADICIONALES EN EL RECIPIENTE METALICO. UNA SOLDADURA DEL MANGO ANTES DEL TRATAMIENTO DEL RECUBRIMIENTO SE REVELA COMO INCONVENIENTE PUESTO QUE SE DIFICULTA UNA LIMPIEZA CONSIGUIENTE DE LA SUPERFICIES…
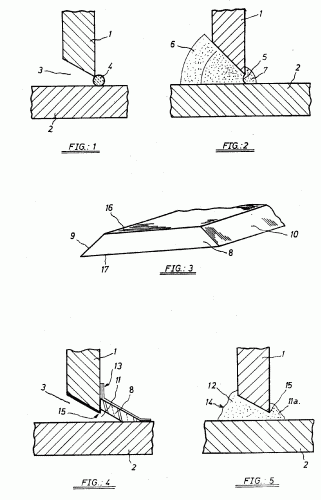
DISPOSITIVO PARA SOLDAR CHAPAS EN ANGULO.
(16/01/1993). Ver ilustración. Solicitante/s: COMERCIAL AUTOGENA ELECTRICA, S.A. Inventor/es: ARTAZA, JOSE RAMON.
DISPOSITIVO PARA SOLDAR CHAPAS EN ANGULO, DEL TIPO DE AQUELLOS DE CERAMICA QUE SE DISPONEN POR UNA DE LAS CARAS DE UNA DE LAS CHAPAS A SOLDAR, LA ACHAFLANADA, Y POR EL LADO MAS PROXIMO A LA OTRA CHAPA, QUE ESENCIALMENTE SE CARACTERIZA PORQUE LA PIEZA DE CERAMICA PRESENTA UNA SECCION TRANSVERSAL TRAPECIAL, LA QUE POR SUS CARAS LATERALES MENORES RECTAS, SE APOYA EN LAS DOS CARAS DE LAS CHAPAS A SOLDAR, PROCURANDO QUE EL EXTREMO MAS INFERIOR DEL BORDE ACHAFLANADO DE UNA DE LAS DOS CHAPAS QUEDE A MODO DE PICO SOBRESALIENTE POR DEBAJO DEL VERTICE INFERIOR DE UNA DE LAS CARAS MENORES DE LA PIEZA, DE FORMA QUE LA SOLDADURA OCUPA EL ESPACIO ENTRE PIEZAS Y EL ESPACIO POR DEBAJO DE LA PIEZA CERAMICA RECOGIENDO EL CITADO PICO SOBRESALIENTE Y CONSTITUYENDO UNA CAMARA POR DEBAJO DE LA PIEZA CERAMICA, CON LO QUE SOLDANDO POR UN LADO SE CONSIGUE LA SOLDADURA DE UNA DE LAS CHAPAS CONTRA LA OTRA, POR LOS DOS LADOS DE LA PRIMERA.
BOQUILLA DE CONTACTO PARA UN ELECTRODO DE SOLDADURA EN FORMA DE ALAMBRE PARA SOLDADURA POR ARCO.
(16/05/1991). Ver ilustración. Solicitante/s: ESAB AKTIEBOLAG. Inventor/es: LARSSON, BERTIL, KARLSTEN, KARL-OLA.
BOQUILLA DE CONTACTO PARA UN ELECTRODO DE SOLDADURA EN FORMA DE ALAMBRE PARA SOLDADURA POR ARCO, CUYA PARTE DELANTERA ESTA DISEÑADA COMO UN TUBO DE CONTACTO Y CUYA PARTE TRASERA ESTA DISEÑADA COMO UN CANAL DE GUIA, TENIENDO LAS PAREDES DEL CANAL AL MENOS UN SALIENTE QUE CONSTITUYE UN OBSTACULO PARA UNA ALIMENTACION RECTILINEA DEL ELECTRODO A TRAVES DE LA BOQUILLA DE CONTACTO, CARACTERIZADA PORQUE EL CANAL DE GUIA ES, AL MENOS EN PARTE, UNA RANURA HECHA EN LA BOQUILLA, ESTANDO EL SALIENTE FORMADO POR UNA SUPERFICIE CONVEXA DE LAS PAREDES DE LA RANUARA.
DISPOSITIVO DE VIGILANCIA TELEVISIVO DE UNA OPERACION DE SOLDADURA POR ARCO.
(01/03/1991). Solicitante/s: FRAMATOME. Inventor/es: GAUDIN, JEAN-PAUL.
EL DISPOSITIVO DE VIGILANCIA TELEVISIVA CONSTA DE AL MENOS UNA CAMARA SOLIDARIA DEL SOPORTE DE LA MAQUINA DE SOLDADURA. LA CAMARA TIENE, INTERPUESTO SOBRE EL TRAYECTO DE LOS RAYOS LUMINOSOS QUE VIENEN DE LA ZONA DE SOLDADURA, ENCIMA DEL DISPOSITIVO DE TRANSFORMACION DE ESTOS RAYOS EN SEÑALES DE VIDEO, UN FILTRO . EL FILTRO ESTA CONSTITUIDO POR UNA PLACA EN MATERIAL CERAMICO QUE POSEE LAS PROPIEDADES ROTATORIAS DE LA LUZ Y DE LOS ELECTRODOS DISPUESTOS EN CONTACTO CON UNO Y OTRO DE LAS DOS CARAS DE LA PLACA SIGUIENDO UNA RED DETERMINADA. EL DISPOSITIVO DE VIGILANCIA TIENEN ADEMAS ASOCIADA A LA CAMARA 10, UN CONJUNTO ELECTRONICO DE ANALISIS DE LA SEÑAL VIDEO Y DE MANDO DE LOS POTENCIALES DE LOS ELECTRODOS.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}